Jak umieścić wkładki na wazonie. Jak wymienić łożyska wału korbowego bez demontażu silnika? Kilka porad
Będziesz potrzebować
- - komplet kluczy do demontażu silnika;
- - zacisk;
- - kalibracja drutu z tworzywa sztucznego.
Instrukcja
Najpierw musisz zdemontować silnik i zainstalować go w pozycji dogodnej do dalszego demontażu. Następnie należy zdjąć miskę olejową, pompę oleju i odkręcić główne korki korbowodów, które zakrywają tuleje, które w rzeczywistości są łożyskami ślizgowymi. W tym procesie pożądany jest udział specjalisty, który za pomocą suwmiarki określi, która szyja wał korbowy stał się „winowajcą” niewłaściwej pracy silnika.
Następnym krokiem jest wywiercenie wału korbowego do najbliższego wymiaru. Wkładki należy zakupić dopiero po szlifowaniu szyjek - mechanik-opiekun poda wymagany rozmiar wkładek. Łożyska sprzedawane są w zestawie przeznaczonym do korbowodu lub czopów głównych.

Tuleje są instalowane na nowym lub wypolerowanym wale korbowym. W przypadku silników produkowanych w VAZ istnieją 4 rozmiary naprawcze tulei w odstępach co 0,25 mm: 0,25 mm, 0,5 mm, 0,75 mm, 1,0 mm. W przypadku silników produkowanych w GAZ i AZLK (plus zakład w Iżewsku) istnieje również 5. i 6. rozmiar otworu wału korbowego: 1,25 mm i 1,5 mm; wielkość wkładki jest wskazana na jej powierzchni.

Wywiercony wał korbowy należy przedmuchać sprężonym powietrzem, aby usunąć wióry pozostałe po obróbce części. Podczas montażu wkładek należy je nasmarować olej silnikowy. Elementy mechanizmu korbowego montowane są „zamek na zamek”. Jeśli nie masz doświadczenia w naprawie silnika, lepiej powierzyć pracę specjaliście.
Notatka
Podczas wytaczania wału korbowego sekwencja niekoniecznie będzie obserwowana: przy dużym zużyciu czopów wału korbowego możliwe jest ich szlifowanie przez rozmiar. Łożyska sprzedawane są w zestawie przeznaczonym do korbowodu lub czopów głównych. Wał korbowy jest jedną z najdroższych części silnika; dlatego terminowe wytaczanie i szlifowanie szyjek znacznie wydłuża żywotność silnika jako całości.
Przydatna rada
Określenie konieczności wymiany tulei odbywa się za pomocą specjalnego kalibrowanego drutu z tworzywa sztucznego, który jest instalowany na czopie głównym lub korbowodzie wału korbowego. Następnie nakładana jest osłona z wkładką i dokręcana z siłą około 51 N/m (potrzebny będzie klucz dynamometryczny). Szczelinę można określić na podstawie poziomu spłaszczenia drutu.
Źródła:
- Wyważanie wału korbowego
Kluczowy parametr dowolnego silnika wewnętrzne spalanie to jego objętość robocza, mierzona w litrach. Podana wartość ma bezpośredni wpływ na moc wytwarzaną przez silnik. A im mocniejszy silnik, tym bardziej dynamiczne auto i wyższy komfort jazdy.

Będziesz potrzebować
- - maszyna do wytaczania bloków cylindrów,
- - nowa grupa tłoków.
Instrukcja
Nudne nowe silnik nie ma sensu, z wyjątkiem tych samochodów, które przygotowują się do udziału w zawodach sportowych. We wszystkich innych przypadkach blok cylindrów jest znudzony podczas remontu jednostki napędowej.
Ze względu na to, że blok cylindrów jest nawiercany na specjalnym sprzęcie przemysłowym, w trakcie wstępnego przygotowania do tego procesu, silnik zdemontowany z komory silnika samochodu.
Po spełnieniu tego warunku silnik jest całkowicie demontowany, a następnie przeprowadza się rozwiązywanie problemów dla wszystkich części, z których został ostatnio zmontowany.
„Nagi” blok silnika dostarczany jest transportem pomocniczym do warsztatu do specjalisty od wytaczania tych części. Kapitan, po zbadaniu i wykonaniu niezbędnych pomiarów wewnętrznych powierzchni cylindrów twojego bloku, wyda zalecenia dotyczące zakupu naprawy grupa tłoków o określonym rozmiarze, który po zakupie jest mu dostarczany do warsztatu.
Po wywierceniu bloku cylindrów silnik jest montowany, po czym remont silnika uważa się za zakończony, a w wyniku naprawy jednostka mocy obdarzony zwiększoną wypornością i zyskuje zwiększoną moc.
Powiązane wideo
Wyważanie wału korbowego odbywa się na specjalnym stojaku dynamicznym, który pozwala z dużą dokładnością określić położenie i masę kompensatorów niewyważenia. Kompensację wykonuje się poprzez usunięcie lub spawanie metalu.
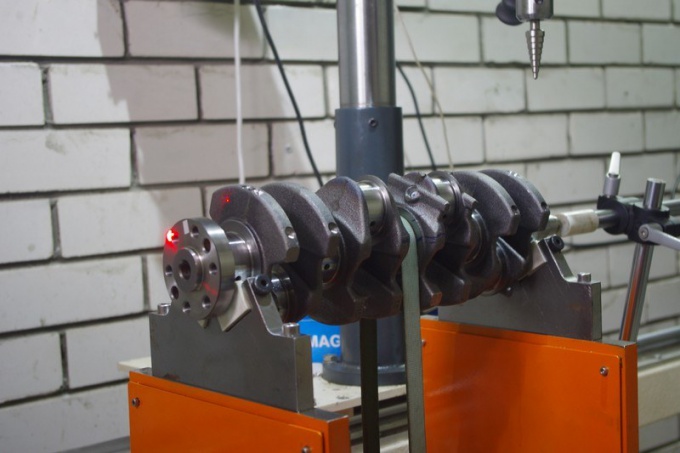
Właściwe wyważenie samochodowego wału korbowego nie tylko wydłuża jego żywotność, ale także zmniejsza straty mocy, zmniejsza hałas w kabinie i pomaga zmniejszyć zużycie elementów nadwozia i skrzyni biegów. Wyważaniu poddawane są zarówno eksploatowane wały korbowe, jak i nowe wały korbowe z wadami montażowymi i produkcyjnymi.
Warunki bilansowania
Aby wyeliminować niewyważenie wału korbowego, należy to sprawdzić na stojaku dynamicznym. Ten sprzęt znajduje się w wyposażeniu wszystkich głównych stacji Konserwacja i umożliwia wyważanie wałów korbowych o różnych konstrukcjach.
Wał korbowy musi być wyważony razem z kołem zamachowym, ponieważ pracują one na silniku jako część pojedynczego wirnika. Wał jest przymocowany do czopów wyważarki, które posiadają tuleje zaciskowe lub uchwyty trójszczękowe do zabezpieczenia wyważanego zespołu.
Kolejność bilansowania
Wał korbowy z zamocowanym w maszynie kołem zamachowym jest wprawiany w ruch obrotowy, którego częstotliwość odpowiada prędkości roboczej. Niewyważenie jest wykrywane za pomocą czujnika laserowego, który może poruszać się wzdłuż wału korbowego.
Charakterystyka wyważania jest rejestrowana i przetwarzana za pomocą specjalistycznego oprogramowanie zainstalowany na komputerze, który jest częścią wyposażenia stanowiska do balansowania.
Na podstawie wyników wyznaczania niewyważenia, wykonanego na dynamicznym stanowisku do wyważania, określa się miejsca montażu odważników wyważających lub punkty usuwania metalu. Wskazano również masę kompensatorów.
W warsztacie garażowym zespół wału korbowego i koła zamachowego może być wyważony statycznie. Aby to zrobić, musisz zainstalować wał korbowy na 2 pryzmatach, po czym, stosując metodę selekcji, dodaj ciężarek wyważający, aż wirnik przestanie się obracać pod własnym ciężarem. Plastelina może być używana jako tymczasowe obciążenie podczas testowania.
Wyważanie statyczne i dynamiczne wału korbowego wymaga późniejszej eliminacji niewyważenia. Środki te można wykonać na dwa sposoby - poprzez spawanie dodatkowego metalu lub wiercenie otworów w określonych miejscach. Aby usunąć metal, w konstrukcji wału korbowego przewidziano specjalne paski równoważące, dzięki czemu obecność otworów nie osłabia części poniżej akceptowalnego poziomu.
Powiązane wideo
Co zrobić z dzieckiem? To pytanie pojawia się dość regularnie. Nawet ulubione zabawki czasami się nudzą. Dzięki wkładkom małe dziecko może dość długo bawić się, co więcej, taka aktywność przynosi wymierne korzyści. Dzieciak uczy się porównywać przedmioty pod względem kształtu i wielkości, jednocześnie rozwijając zdolności motoryczne. Możesz również samodzielnie wykonać wkładki.

Będziesz potrzebować
- - płytki PCV w różnych kolorach lub sklejka;
- - ostry nóż;
- - szydło;
- - puzzle;
- - farby olejne;
- - lakier;
- - papier ścierny;
- - akcesoria do rysowania;
- - zdjęcia przedstawiające postacie zwierząt, ptaków, ryb, kwiatów.
Instrukcja
Wkładka to płyta z otworami, w które wkładane są cyfry. Zacznij od najbardziej podstawowych kształtów geometrycznych. Najlepiej zrobić taką grę z najzwyklejszych płytek PCV, dość łatwo jest ciąć zwykłym ostrym nożem biurowym. Istnieją również specjalne noże do linoleum, które można kupić w dowolnym sklepie z narzędziami. Wybierz płytki w dwóch kolorach. W jednym zrobisz cięcia. Druga posłuży jako materiał na figurki.
Użyj kompasu, aby narysować koła na drugiej płytce. Powinny być różne rozmiary. Aby ułatwić ich wycięcie, wykonaj otwory w kilku miejscach szydłem lub wiertłem. Wytnij kółka. Staraj się, aby były równe. Delikatnie przeszlifuj krawędzie, aby nie było nacięć. Oczywiście bawiąc się zabawkami wykonanymi z takiego materiału, dziecko nie ryzykuje posadzenia drzazgi. Ale każda gra powinna wyglądać pięknie.
Połóż kółka na płytce przeznaczonej na pole. Zakreśl je. Najłatwiej to zrobić za pomocą długopisu. Zrób szczelinę dla każdego koła, a następnie przeszlifuj nacięcia. Dokładnie w ten sam sposób można wykonać wstawki z kwadratami i innymi geometrycznymi kształtami. Zamiast płytek możesz użyć sklejki, ale wtedy będziesz potrzebować układanki. Wszystkie szczegóły gry ze sklejki najlepiej pomalować na jasne kolory lub polakierować.
Liczby mogą być dowolne. Na przykład podnieś zdjęcia z sylwetkami zwierząt. Pożądane jest, aby były mniej więcej tego samego rozmiaru. Można je znaleźć w Internecie, przeskalowane w dowolnym edytorze graficznym, wydrukowane i przeniesione na płytki lub sklejkę. Staraj się wybierać figurki z minimalną ilością drobnych detali, łatwiej będzie je wyciąć.
Powiązane wideo
Przydatna rada
Materiał do takich gier może być używany bardzo różnie. Na przykład penofol i inne miękkie pianki. Odpowiednia jest również twarda tektura, ale grę trzeba najpierw pokryć farbą na bazie wody, a następnie gwaszem i lakierem.
Wstawić jest wydawany, jeśli wszystkie sekcje dotyczące pracy lub nagród są całkowicie wypełnione w zeszycie ćwiczeń. Formularz wkładki jest ujednolicony i zatwierdzony przez Rząd Federacji Rosyjskiej pod numerem 225. Bezpośrednie wykonanie tego dokumentu odbywa się zgodnie z zasadami prowadzenia ksiąg pracy, paragraf nr 38.
Będziesz potrzebować
- - wkładka
- - paszport pracownika
- -dokument wykształcenia lub zaawansowanego szkolenia
Instrukcja
Wykonując wkładkę na stronie tytułowej zeszytu ćwiczeń, należy umieścić pieczęć i wskazać, że pracownikowi wydano wkładkę, podać jej serię i numer. Każda nowa wkładka musi być opatrzona osobną pieczęcią. Wstawić ważne tylko ze skoroszytem, który jest ostemplowany i zawiera informacje o jego wydaniu.
Przed wypełnieniem wkładki w porodzie książka, konieczne jest otrzymanie od pracownika dokumentów, na podstawie których zostanie wypełniona wkładka. Nie możesz go wypełnić zgodnie z informacjami wskazanymi na stronie tytułowej zeszytu ćwiczeń, ponieważ dane osobowe mogą ulec zmianie. Pracownik musi przedstawić paszport, dyplom lub dokument dotyczący zaawansowanego szkolenia. Na podstawie nadesłanych dokumentów wypełniana jest strona tytułowa przy wkładce.
Wstawić powinien być wszyty pod okładką zeszytu ćwiczeń. Jeden pracownik może otrzymać tyle wkładek, ile jest wymagane do jego pracy. O wszystkich wydanych wkładkach informacje należy umieścić na stronie tytułowej zeszytu ćwiczeń w formie pieczęci oraz ze wskazaniem numeru i serii wydanych wkładek.
Wstawić do pracy książka nie jest samodzielnym dokumentem przy ubieganiu się o pracę. Należy go przedstawić bezpośrednio z książką ćwiczeń, na której stronie tytułowej podano informacje o wydaniu wkładki.
Korekta błędnych wpisów dokonanych we wkładce musi być dokonana zgodnie z zasadami, które wskazują na korektę błędnych wpisów w zeszycie pracy. Pod błędnym wpisem należy wskazać, że jest on nieprawidłowy, umieścić pieczęć organizacji i podpis osoby upoważnionej. Dokonaj prawidłowego wpisu pod kolejnym numerem seryjnym.
Notatka
Zasady rejestracji i wypełniania. Jak wypełnić zeszyt ćwiczeń? Wszystkie wpisy w skoroszycie są dokonywane bez skrótów i mają własny numer seryjny w odpowiedniej sekcji. 2 kolumny - data wpisu cyframi arabskimi (musi odpowiadać dacie przyjęcia, przeniesienia, zwolnienia oraz dacie przygotowania odpowiedniego dokumentu (zamówienia, zamówienia itp.), A nie dnia wypełnienia zeszyt ćwiczeń).
Przydatna rada
Jak wydać zeszyt ćwiczeń. Forma zeszytu ćwiczeń i zasady jego prowadzenia (zwane dalej zasadami) zostały zatwierdzone Dekretem Rządu Federacji Rosyjskiej z dnia 16 kwietnia 2003 r. Nr 225 „O zeszytach pracy”. A instrukcje wypełniania zeszytów roboczych zawarte są w Dekrecie Ministerstwa Pracy Rosji z dnia 10.10.2003 nr 69 (zwanym dalej instrukcją). Jeśli wszystkie strony jednej z sekcji są wypełnione w zeszycie ćwiczeń, wszyta jest w niego wkładka. Musi być sporządzony i utrzymywany w tej samej kolejności, co zeszyt ćwiczeń.
Aby potwierdzić, że dziecko jest obywatelem rosyjskim, rodzice musieli uzyskać wstawić o obywatelstwie. Bez tego dokumentu wyjazd za granicę nie był dozwolony, a dzieci nie mieściły się w paszporcie rodziców.
Będziesz potrzebować
- - Kopie paszportów rodziców;
- - odpis aktu urodzenia dziecka;
- - wyciąg z księgi domowej.
Instrukcja
Zgodnie z dekretem Prezydenta Federacji Rosyjskiej nr 1325 z dnia 14 listopada 2002 r. każde dziecko w wieku poniżej 14 lat miało otrzymać wstawić obywatelstwo oprócz aktu urodzenia. Wstawka identyfikacyjna dziecko jako obywatel Rosji, co pozwoliło rodzicom swobodnie zabrać dziecko za granicę. Wkładka została wydana na pisemną prośbę rodziców. Ponadto w celu uzyskania tego dokumentu konieczne było złożenie do regionalnych władz migracyjnych następujących dokumentów: wypis z księgi domowej, akt urodzenia dziecko i jego kopia, kopie paszportów rodziców. Wkładka została wydana dosłownie w ciągu 2-3 dni.

Jednak konieczność posiadania takich wstawić na dziecko Nie wszyscy rodzice wiedzieli. A często zdarzały się sytuacje, że wyjazd za granicę był zakłócony z powodu tego, że dziecko nie wydane wstawić o obywatelstwie. W związku z tym w lutym 2007 r. przyjęto odpowiedni dekret rządu Federacji Rosyjskiej o anulowaniu wydania wstawić jej i zastąpienie ich pieczęcią obywatelstwa. Ta pieczęć jest umieszczana w tym samym miejscu, w usłudze migracji, w dniu Odwrotna strona akty urodzenia.
Zgodnie z rozporządzeniem Federalnej Służby Migracyjnej Federacji Rosyjskiej nr 68 z dnia 19 marca 2008 r. rodzice dziecko, który urodził się w Federacji Rosyjskiej i jest faktycznie obywatelem Rosji, pracownicy służby migracyjnej są zobowiązani do poświadczenia tego faktu na pierwsze żądanie. Pracownicy FMS Rosji poświadczają dokładnie, umieszczając taką pieczęć. Zdobądź pieczątkę obywatelską dziecko albo w miejscu zamieszkania rodziców, albo w miejscu urodzenia dziecko, lub w miejscu faktycznego
Tuleje wału korbowego i korbowody są najważniejszymi częściami każdego silnika, pomimo ich niewielkich rozmiarów. W tym artykule, skierowanym bardziej do początkujących, szczegółowo omówimy te części, ich instalację, luki, uderzenia, kiedy je wymienić i wiele więcej.
Ogólnie trwałość łożysk ślizgowych, zwanych tulejami, zarówno korbowodu jak i głównego, zależy w dużej mierze od stanu i luzów między tulejami a współpracującymi z nimi częściami, a mianowicie czopami głównymi i korbowodowymi wału korbowego. O prawidłowych (dopuszczalnych) luzach roboczych tulei i czopów wału korbowego omówimy nieco później, ale najpierw zastanowimy się, jakie części, takie jak tuleje główne i korbowody, i jaką odgrywają rolę.
Nie jest tajemnicą, że silnik spalinowy działa spalając paliwo w komorach spalania i rozprężając gazy powstające podczas procesu spalania, które popychają silnik pod wysokim ciśnieniem, a te z kolei pchają z dużą siłą.
Otóż korbowody swoimi dolnymi otworami (dolnymi głowicami) stykają się i dociskają z dużą siłą szyjkę wału korbowego, która ma kształt korby i wału korbowego jednocześnie zamienia ruch posuwisto-zwrotny tłoków i korbowodów na ruch obrotowy koła zamachowego, który przenosi obrót na koła napędowe samochodu poprzez przekładnię (motocykl itp.). Łatwo zgadnąć, że w tym przypadku między otworami w dolnych głowicach korbowodów a czopami wału korbowego powstają ogromne obciążenia i tarcie.
I to właśnie łożyska główne i korbowodowe, które są łożyskami ślizgowymi korbowodów i szyjek, są instalowane między otworami w głowicach korbowodów a czopami wału korbowego i są wymagane do zmniejszenia tarcia i wytrzymywania ogromnych obciążeń między korbowód i czop wału korbowego.
W celu zmniejszenia tarcia (z wyjątkiem dostarczania oleju silnikowego pod ciśnieniem za pomocą wkładek) nowoczesne silniki posiadają powłokę zapobiegającą tarciu i są również wykonane z plastycznych stopów (zwykle aluminium), aby wytrzymać duże obciążenia i nie zapadać się.
Ponadto tworzywo sztuczne i materiał przeciwcierny tulei nie pozwala na szybkie zużycie czopów wału korbowego. Tuleje stopniowo się zużywają, nie pozwalają na szybkie zużycie czopów wału korbowego, ponieważ tuleje są bardziej miękkie niż powierzchnie samych szyjek. Oczywiście, gdy silnik pracuje na powierzchniach czopów wału korbowego, film olejowy wytworzony przez układ smarowania nie pozwala na powstawanie zadrapań, przywieranie (a nawet zapadanie się), ale jakość samego materiału tulei jest również bardzo ważne.
Wkładki są rodzime i korbowodowe.
Rdzenni liniowcy —
miejsce ich montażu w bloku silnika w specjalnych miejscach (łóżka), a miejsca ich montażu i tarcia z głównymi czopami wału korbowego w silnikach czterocylindrowych znajdują się w pięciu miejscach (podporach) w dolnej części bloku silnika.
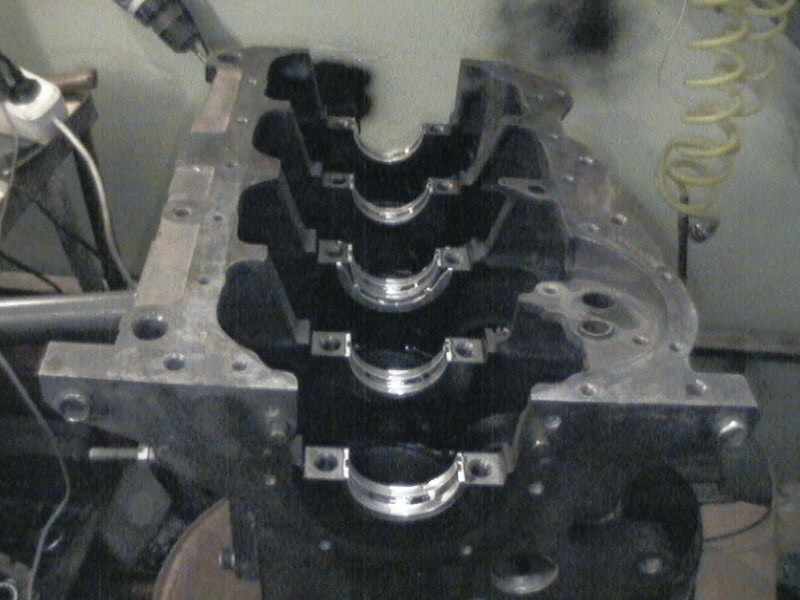
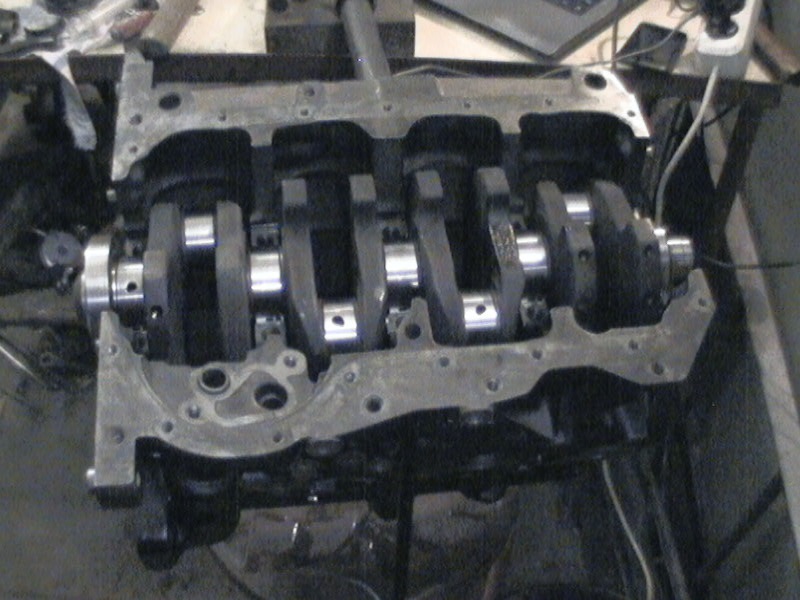
Łożyska główne wału korbowego mają zwykle rowki i otwory dla lepszego smarowania (patrz zdjęcie) i faktycznie są to podpory dla wału korbowego, gdy jest on włożony do bloku silnika i oczywiście są to podpory i łożyska wału korbowego, gdy wał korbowy obraca się w bloku silnika.
Oczywiście głównymi łożyskami są łożyska ślizgowe do głównych czopów wału korbowego. Generalnie cały wał korbowy silnika opiera się i obraca na głównych łożyskach, stąd znaczenie tych części i ich stanu technicznego jest dość jasne.
Łożyska korbowodu ich lokalizacja jest jasna z nazwy i oczywiście są one instalowane w dolnych głowicach korbowodów, a korbowody są z kolei montowane przez łożyska korbowodu na czopach korbowodów wału korbowego.
 Łożyska korbowodów z reguły mają prostsze urządzenie i są podporami i łożyskami ślizgowymi dla dolnych głowic korbowodów i czopów korbowodów wału korbowego. Poprzez łożyska korbowodu duże obciążenia są przenoszone z korbowodów (ich dolnych głowic) na czopy korbowodów wału korbowego. I oczywiście znaczenie tych szczegółów jest całkiem jasne.
Łożyska korbowodów z reguły mają prostsze urządzenie i są podporami i łożyskami ślizgowymi dla dolnych głowic korbowodów i czopów korbowodów wału korbowego. Poprzez łożyska korbowodu duże obciążenia są przenoszone z korbowodów (ich dolnych głowic) na czopy korbowodów wału korbowego. I oczywiście znaczenie tych szczegółów jest całkiem jasne.
Oczywiście po określonej pracy silnika, nawet przy najwyższej jakości i sprawnym układzie smarowania, zarówno łożyska główne, jak i korbowody stopniowo się zużywają i należy je wymienić (więcej o wymianie później). Z reguły kierowca jest powiadamiany o zużyciu wykładziny przez uderzenia i utratę.
Uderzenia korbowodu i głównych zużytych tulei różnią się dźwiękiem, a doświadczony kierowca lub mechanik może łatwo określić, która z tulei puka.
Stukanie głównych wkładek zwykle metaliczny, matowy ton. Łatwo wykrywane, gdy silnik pracuje na biegu jałowym z ostrym dopływem gazu (gwałtowny wzrost prędkości wału korbowego). Częstotliwość pukania wzrasta wraz ze wzrostem prędkości wału korbowego.
Stukanie łożysk korbowodu ostrzejsze niż pukanie głównych i jest równie dobrze słyszalne na wolnych obrotach silnika z ostrym dopływem gazu i gwałtownym wzrostem prędkości wału korbowego. A wkładki, których korbowód jest zużyty i puka, łatwo jest określić, wyłączając jeden po drugim lub (jeśli pukanie znika po wyłączeniu cylindra, to w tym cylindrze są zużyte wkładki korbowodu ).
Jeśli chodzi o spadek ciśnienia oleju, wynika to nie tylko ze zużycia tulei, ale także z innych powodów, na przykład z powodu, studni lub zużycia współpracującego.
Dlatego przed wymianą tulei należy najpierw upewnić się co do dokładnej przyczyny spadku ciśnienia, możliwe jest, że tuleje głównego i korbowodu nie są przyczyną spadku ciśnienia oleju (zwłaszcza jeśli pracują bez hałasu i stuków) .
Wymiana tulei wału korbowego na naprawcze.
Jak wspomniano powyżej, wraz ze wzrostem całkowitego przebiegu silnika, tuleje stopniowo się zużywają, zwiększają się szczeliny między nimi a czopami wału korbowego, hałas (stukanie), ciśnienie olej wycieka i wymaga wymiany zużyte wkładki na nowe. Oprócz tulei stopniowo zużywają się również czopy wału korbowego, podczas gdy szlifowanie wału korbowego jest wymagane i już wymagane naprawa wkładek, które są grubsze o 0,25 mm.
O tym wszystkim (a także o pomiarach i doborze tulei naprawczych, szyjek szlifierskich i innych niuansach) pisałem już w artykule „Szlifowanie wału korbowego”. Ale nawet w tym artykule należy opisać główne ważne punkty dotyczące tulei wału korbowego, zarówno głównego, jak i korbowodu.
Na początek należy powiedzieć, że wykładziny naprawcze do większości samochodów i motocykli są produkowane w zwiększonej grubości 0,25 mm (0,25; 0,5; 0,75; i 1 mm), co pozwala na wykonanie czterech napraw dla większości silników. Jednak w niektórych przypadkach, na przykład, gdy po nieostrożnej eksploatacji silnika, sklejeniu, zatarciu, głębokie zadrapania na czopach wału korbowego, po wyeliminowaniu tych wad poprzez szlifowanie czopów, czasami trzeba przeskoczyć rozmiar naprawy.
Oznacza to, że po głębszym szlifowaniu czopów wału korbowego (w celu usunięcia defektów na szyjkach) konieczne jest zainstalowanie tulei naprawczych, które nie są grubsze o 0,25 mm, ale już o 0,5 mm.
Albo zdarza się na odwrót, że przy małym przebiegu silnika i konserwacji prewencyjnej silnika (np. wymiana) ktoś decyduje się na wymianę obu tulei, a w normalnym stanie czopów wału korbowego tuleje są zastąpione nie naprawczymi, ale tylko nowymi o standardowym rozmiarze.
Wszystkie te niuanse i rozmiar wkładek wału korbowego należy określić, mierząc czopy wału korbowego i mierząc luz roboczy między tulejami a czopami wału korbowego. Ogólnie rzecz biorąc, luz roboczy (który ma pewne dopuszczalne wartości, których należy przestrzegać) jest głównym punktem wyjścia przy podejmowaniu decyzji, co zrobić z silnikiem (a dokładniej z wałem korbowym i tulejami) podczas napraw.
Dlatego po zdemontowaniu silnika pierwszym krokiem jest sprawdzenie czopów wału korbowego i ich pomiar oraz pomiar luzu roboczego między tulejami a czopami wału korbowego. Ale najpierw, oglądając szyje, upewniamy się, że nie ma na nich rys, śladów, śladów przyklejania.
Następnie za pomocą mikrometru zmierzyć średnicę szyjek w dwóch diametralnie przeciwległych płaszczyznach w celu zidentyfikowania owalności szyjki, a jeśli występuje owalność przekraczająca tolerancję, to konieczne jest jej wyeliminowanie poprzez szlifowanie szyjek ( O tolerancjach dla owalności szyjek napiszę nieco niżej).
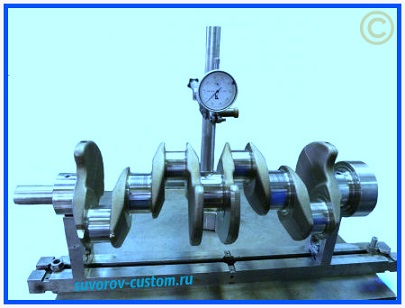
Owalność głównych czopów wału korbowego można łatwo zidentyfikować nie tylko za pomocą mikrometru, ale także przy pomocy, układając wał korbowy na dwóch pryzmatach (patrz zdjęcie) i przewijając go ręcznie.
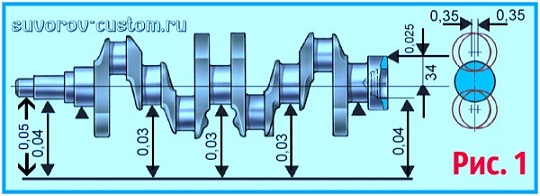
Ogólnie rzecz biorąc, dwa pryzmaty i czujnik zegarowy pozwalają w pełni sprawdzić bicie wału korbowego, którego tolerancje pokazano na rysunku po lewej stronie i które nie powinny przekraczać:
- czopy główne i powierzchnia lądowania wału korbowego pod przekładnią napędową Pompa olejowa- nie więcej niż 0,03 mm.
- powierzchnia lądowania na wale korbowym dla koła zamachowego - nie więcej niż 0,4 mm.
- powierzchnia lądowania wału korbowego pod kołami pasowymi i powierzchniami ciernymi krawędzi - nie więcej niż 0,05 mm.
Wszystkie opisane powyżej tolerancje pokazano na rysunku 1.
 Ponadto (jak wspomniano powyżej) konieczne jest zmierzenie średnic czopów wału korbowego, zarówno głównego, jak i korbowodu, za pomocą mikrometru. A jeśli podczas pomiarów okaże się, że zużycie szyjek jest większe niż 0,03 mm (poszukaj standardowego rozmiaru nowych szyjek w instrukcji obsługi silnika), a także jeśli na szyjkach są zadrapania, zagrożenia, zadrapania, to szyje zdecydowanie powinny być zmielone do najbliższego napraw rozmiar.
Ponadto (jak wspomniano powyżej) konieczne jest zmierzenie średnic czopów wału korbowego, zarówno głównego, jak i korbowodu, za pomocą mikrometru. A jeśli podczas pomiarów okaże się, że zużycie szyjek jest większe niż 0,03 mm (poszukaj standardowego rozmiaru nowych szyjek w instrukcji obsługi silnika), a także jeśli na szyjkach są zadrapania, zagrożenia, zadrapania, to szyje zdecydowanie powinny być zmielone do najbliższego napraw rozmiar.
Szyje mierzymy również mikrometrem w miejscach średnicowo przeciwległych, a jeśli podczas pomiarów okaże się, że owalność szyjek przekracza tolerancję 0,03 mm, to należy pozbyć się owalności szyjek poprzez ich szlifowanie do najbliższy rozmiar naprawy.
Owalność i zbieżność korbowodu i głównych czopów wału korbowego po ich szlifowaniu nie powinna przekraczać 0,005 mm. A przemieszczenie osi czopów korbowodu od płaszczyzny przechodzącej przez osie korbowodu i czopów głównych po szlifowaniu powinno wynosić ± 0,35 mm. - pamiętaj o tym przy podnoszeniu wału korbowego ze szlifierki.
Aby sprawdzić tolerancje opisane powyżej dla właściwego szlifowania, ponownie montujemy wał korbowy z ekstremalnymi czopami głównymi na dwóch pryzmatach i ustawiamy wał korbowy tak, aby oś czopu korbowodu pierwszego cylindra znajdowała się w płaszczyźnie poziomej przechodzącej przez osie główne czasopisma. Następnie za pomocą czujnika zegarowego sprawdzamy pionowe przemieszczenie czopów korbowodu drugiego, trzeciego i czwartego cylindra względem czopa korbowodu pierwszego cylindra silnika.
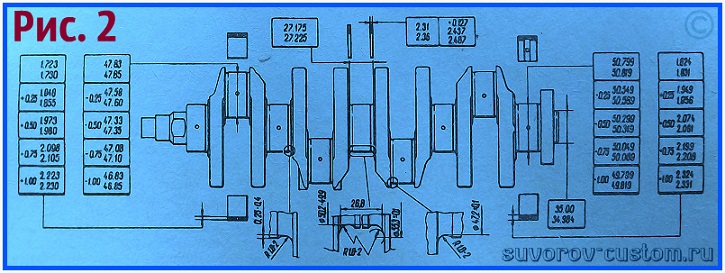
Główne wymiary szlifowania naprawczego wału korbowego VAZ 2108-09
Po zmieleniu czopów wału korbowego do najbliższego rozmiaru naprawy można zamontować nowe tuleje naprawcze wału korbowego. W przypadku większości silników wykonuje się cienkościenne tuleje stalowo-aluminiowe. Z reguły górne wkładki (dla krajowych samochodów VAZ z napędem na przednie koła) pierwszego, drugiego, czwartego i piątego łożyska mają rowek na wewnętrznej powierzchni, a dolne wkładki nie mają rowków. A górna i dolna wkładka trzeciego wspornika nie mają rowka. Cóż, wszystkie łożyska korbowodu (zarówno górne, jak i dolne) nie mają rowków.
Należy pamiętać, że nie można wykonywać żadnych prac regulacyjnych na tulejach wału korbowego. A jeśli używane wkładki mają zarysowania, zagrożenia lub rozwarstwienia warstwy przeciwciernej, to oczywiście takie wkładki należy wymienić na nowe.
Luz roboczy między tulejami a czopami wału korbowego można sprawdzić za pomocą obliczeń po zmierzeniu części mikrometrem. Ale o wiele łatwiej jest sprawdzić szczelinę za pomocą specjalnie zaprojektowanego kalibrowanego drutu z tworzywa sztucznego (takiego jak żyłka wędkarska).
Po zakupie drutu i zdjęciu osłon łożysk ślizgowych, przed sprawdzeniem dokładnie czyścimy powierzchnie robocze tulei i czopów wału korbowego oraz kładziemy kawałek drutu między sprawdzaną szyjką a tuleją. Następnie montujemy korbowód z pokrywą lub pokrywą głównego łożyska ślizgowego (w zależności od sprawdzanego luzu szyjki) i pozostaje dokręcić nakrętki lub śruby pokryw łożysk.
Nakrętki śrub korbowodu należy dokręcić momentem 51 N·m (5,2 kgf·m). Cóż, śruby pokryw łożysk głównych powinny być dokręcone momentem 80,4 N·m (8,2 kgf·m). Są to dane dotyczące wymaganego momentu dokręcania dla samochodów VAZ z napędem na przednie koła, a w przypadku silników samochodów zagranicznych i innych samochodów należy sprawdzić dane w instrukcji konkretnego (twojego) silnika.
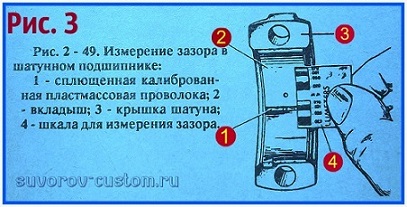 Po dokręceniu do momentu opisanego powyżej, pokrywa jest ponownie zdejmowana, spłaszczony drut jest usuwany i za pomocą specjalnej skali pokazanej na zdjęciu 3 po lewej stronie (skala jest dołączona do drutu), szczelina robocza między tuleją a wałem korbowym dziennik jest sprawdzany.
Po dokręceniu do momentu opisanego powyżej, pokrywa jest ponownie zdejmowana, spłaszczony drut jest usuwany i za pomocą specjalnej skali pokazanej na zdjęciu 3 po lewej stronie (skala jest dołączona do drutu), szczelina robocza między tuleją a wałem korbowym dziennik jest sprawdzany.
W przypadku większości silników o pojemności nie większej niż 1,5 litra nominalny luz roboczy powinien mieścić się w zakresie 0,02 - 0,07 mm dla czopów korbowodu i 0,026 - 0,073 mm dla czopów głównych wału korbowego. Radzę jednak doprecyzować te dane w instrukcji konkretnego (twojego) silnika.
Jeśli szczelina jest mniejsza niż maksymalne dopuszczalne 0,1 mm dla korbowodu i 0,15 mm dla czopów głównych, wówczas te wkładki mogą być ponownie użyte. Jeżeli szczelina robocza mierzona drutem jest większa niż maksymalna dopuszczalna, wówczas wkładki na tych szyjkach można zainstalować ze standardowymi nowymi. Jeśli jednak szczelina jest większa niż maksymalna dopuszczalna, radzę zmierzyć zużycie szyi, może nadszedł czas, aby je zmielić. Ogólnie rzecz biorąc, każdą szyję należy najpierw sprawdzić pod kątem zużycia i owalności.
Jeśli czopy wału korbowego są zużyte (tolerancje zostały opisane powyżej), należy je oszlifować do najbliższego rozmiaru naprawy i odpowiednio zamontować nowe łożyska naprawcze o zwiększonej grubości.
Oczywiście przed wyjęciem korbowodów i zaślepek (zarówno korbowodów, jak i głównych) zaznaczyłeś, gdzie była jaka część i teraz pozostaje zamontować wszystkie części na swoich miejscach, ale z nowymi wkładkami (oczywiście stare zużyte wkładki są wyciągnięte).
Należy pamiętać, że korbowody włączone fabryki samochodów są przetwarzane razem z zaciśniętą pokrywą i dlatego nie ma możliwości wymiany pokryw i korbowodów, a także nie zaleca się wymiany pokryw łożysk głównych (są również przetwarzane razem z blokiem). Dlatego przed demontażem zaznaczamy wszystkie części markerem lub rysikiem i montujemy je ściśle na swoich miejscach podczas montażu.

tuleje wału korbowego - miejsca montażu zamka
Warto też zwrócić uwagę, że w siedzeniach znajdują się wgłębienia - tzw. zamki (oznaczone żółtymi strzałkami na zdjęciu po lewej stronie). Wgłębienia te służą do zakładania zamków wkładek i pozwalają nie popełnić błędów podczas montażu, a także zapobiegają obracaniu się wkładek.
Podczas montażu smarujemy wszystkie czopy wału korbowego i nowe tuleje nowym olejem silnikowym i montujemy je na swoich miejscach. Cóż, pozostaje dokręcić wszystkie pokrywy łożysk wymaganym momentem obrotowym, za pomocą i można zamontować na miejscu inne części silnika (pisałem już na przykład o demontażu i montażu silnika).
Otóż wymianę tulei widać wyraźnie na poniższym filmie na przykładzie samochodu Ford Transit.
Mam nadzieję, że ten artykuł o tulejach wału korbowego przyda się początkującym kierowcom i mechanikom, a jeśli coś nie jest dla kogoś jasne, zadaj pytania w komentarzach, życzę wszystkim powodzenia.
Musiałem jeszcze zamówić inne łożyska główne i korbowodu. Studiował katalog Kolbenschmidta. Te wkładki, które kupiłem wcześniej, są zakładane na inne silniki (a ABT nie ma na ich liście). Cóż, uczymy się na własnych błędach - nie można ślepo ufać stronie, która podaje część zamienną jako analog zgodnie z wpisanym oryginalnym numerem. Przebijamy proponowaną część zamienną tylko według katalogu producenta!
Oczywiście nic strasznego się nie stało, ale widzisz, 2000 też nie leży na drodze)
Prawidłowe łożyska główne silnika ABT - Kolbenschmidta 87 581 600 (VAG 026 198 491)
Nadal potrzebują upartych półpierścieni Kolbenschmidta 78 635 600 (VAG 026 198 421)
Rdzenni liniowcy
Zakupione wcześniej łożyska korbowodu, jak się okazało, również nie pasują - nie dość, że nie mają otworu na kanał smarowania sworznia tłokowego, to są też o 1 mm szersze niż te pasujące z katalogu Kolbenschmidta. Ponadto mają odpowiednio szerszy zamek, po prostu nie dostaną się nawet do korbowodu.
Prawidłowe łożyska korbowodu do silnika ABT - Kolbenschmidta 87 200 600 (VAG 026 198 501)

Łożyska korbowodu do silnika ABT
Kiedyś (jeszcze przed malowaniem) blok był myty Karcherem i Profoam 1000, ale potem stał przez długi czas, odpowiednio kurz i brud mógł tam latać. Umówiłem się z kolegą, który pracuje w serwisie samochodowym, zabrałem mu blok i wał korbowy. Wszystko zostało starannie przedmuchane sprężonym powietrzem - wszystkie kanały, każdy otwór. Ale przed montażem dodatkowo przemyłem kanały olejowe w bloku i wale korbowym benzyną lakową pod ciśnieniem ze strzykawki. Sprany i rękawy.
Wyczyszczone i odtłuszczone łóżko
Odtłuszczone łóżko
Zainstalowane wkładki. rozmazany syntetyczny olej przekładniowy.
Zainstalowane i nasmarowane tuleje
W ten sposób uporczywe półpierścienie są umieszczane na trzecim łóżku (konto zawsze trzymane jest z paska rozrządu)

Półpierścienie oporowe
Zainstalowany wał korbowy. Podczas skręcania nie warto, bo. półpierścienie oporowe obracają się wraz z wałem korbowym (są mocowane przez górne półpierścienie)

Wstaw na 4 jarzmie
Nasmarowane wkładki. Zainstalowano całe jarzmo (są ponumerowane). Wkłada się zamek do zamka łóżka. Nasmarowałem końce śrub i powierzchnię po której łeb śruby (na jarzmie) obraca się olejem.
Jarzma nie od razu siadają na swoich miejscach. Travnikov wybił je miedzianą sztabką, ale wkręciłem śruby i starając się zapobiec wypaczeniu jarzma, ostrożnie dokręciłem jeden lub drugi.
Śruby na każdym jarzmie dokręcane są równomiernie, momentem 65 Nm. Po dokręceniu każdego jarzma sprawdź, czy wał korbowy się obraca.

Jarzmo zaciśnięte
Tak obraca się wał korbowy z napiętymi jarzmami
Kupiłem nowe tłoki (komplet tłokowy) Mahle 034 99 00), są to tłoki do silnika ABK z ostatnich lat produkcji. Spódnica jest skrócona, trzpień tłokowy jest krótszy. Dodatkowo tłok ABK ma mniejsze wgłębienie na dnie - wyższy stopień sprężania. W przypadku gazu to plus.
Zdjęcie do porównania:

Tłoki ABT i ABA
Montaż tłoka.
Najpierw usunąłem stare tłoki z korbowodów. Pierścienie zabezpieczające sworznia tłokowego są usuwane za pomocą cienkiego śrubokręta. Palec wybija się dość łatwo odpowiednim trzpieniem, o średnicy nieco mniejszej niż palec (pojawiła się tuleja z jakiegoś silentbloku z lat 80tych).

Umyłem korbowody, zainstalowałem nowe tłoki. Strzałka na dnie tłoka i przypływy na korbowodzie muszą znajdować się po tej samej stronie. Smarowany sworzeń tłokowy wkłada się ręcznie w tłok i korbowód (jest to precyzja wykonania!). Pierścienie ustalające są montowane na miejscu za pomocą cienkiego śrubokręta.
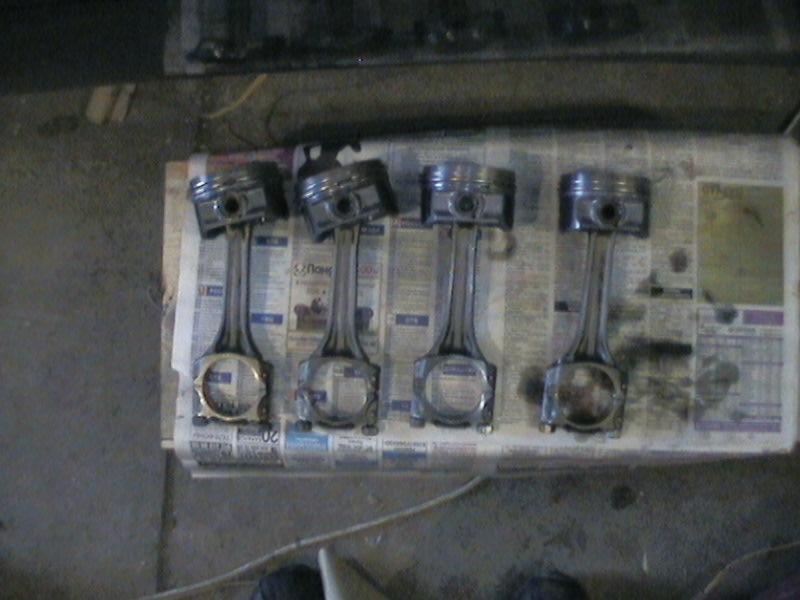
Korbowody i tłoki gotowe do montażu
Podobnie jak w przypadku łożysk korzeniowych, siedzenia wkładki w korbowodzie są odtłuszczone, a powierzchnia robocza samej wkładki jest smarowana olejem. Blokady pierścieni są oddzielone od siebie o 120º, a blokada górnego pierścienia dociskowego musi leżeć w płaszczyźnie osi wału korbowego (zgodnie z instrukcją vag)
Nasmaruj tuleję olejem!
Za pomocą narzędzia włożyłem tłoki.
Powiązane artykuły